
Nokian Raskailla Renkailla tiedolla johtamista
Hieno lokakuinen perjantai-iltapäivä. Pakkashuuruja ilmassa. Keli nollassa, vaikka kello on jo yli puolen päivän. Helsinki-Tampere motarilla 100 kilometriä sankkaa ja märkää sumupilveä. Nopeusrajoitukset vielä 120 km/h vanhoissa peltitauluissa kelistä, sumusta ja liukkaudesta riippumatta. Tiedolla ohjauksesta ei tietoakaan. Lempäälän Funparkin kohdilta alkaa sitten jo löytyä tiedolla ohjattavaa tekniikkaakin. Sumukin alkaa hälvetä.Olen innokkaan odottavalla mielellä. Olen muutamia viikkoja aiemmin löytänyt verkoilta kirjoituksen Nokian Raskaiden Renkaiden tiedolla johtamisesta. Tuon kirjoituksen innostamana ja yhteydenottoni seurauksena olen nyt menossa tapaamaan tehdaspäällikkö Pasi Antinmaata (Plant Manager, Nokian Heavy Tyres Ltd), joka on lupautunut sparraamaan tiedolla johtamisen ajatuksiani ja kertomaan heidän käytännöistään.
Minua odottaa yllätys. Pasi haluaa viedä minut tuotantotiloihin katsomaan, miten siellä käytännössä tuotanto ja tiedolla johtaminen toteutuvat. En ole koskaan aiemmin päässyt näkemään rengastuotantoa livenä. Ja nyt ei olekaan kysymys mistään pienestä renkaasta ja tusinatuotannosta, vaan pitkälle kehitetystä ja maailman johtavasta raskaiden renkaiden tuotannosta.
Se, mitä nyt kirjoitan muistinvaraisesti, sisältää epäilemättä asiavirheitä ja epätarkkuuksia, olenhan vielä amatööri teollisessa rengastuotannossa. Mietin nyt, kuinka erilaista olisi kirjoittaa tarkoista muistiinpanoista ja kuvista ja videoista. Vaan enpä kierroksellani kirjoita enkä käytä kännykkäkameraa. Ei tule mieleenikään. Pyrin vain liikkumaan mahdollisimman tarkasti samoja askelia Pasin perässä samaa polkua aiheuttamatta harmia, vaaratilanteita, käynnissä olevalle tuotannolle ja ihmisille ja koneille työssään.
Kuljen Pasin perässä työpisteestä ja työvaiheesta toiseen. Näen koneen rakentavan kymmenistä teräslangoista eri kokoisia teräskaapeleita ja toisessa pisteessä suuren robotin siirtämässä ja kääntelemässä niitä. Tuossa kaapelit päällystetään kumilla. Pasi näyttää leikatun profiilin avulla minulle, miten kaapeli sijoittuu profiilissa ja mitä muita eri vahvuisia kumirakenteita valmiissa profiilissa lopputuotteessa on. Rakenteen tulee olla todella tarkka ja vahva, jotta se asettuu käytettäessä työkoneen vanteelle tarkasti. Tällaisissa renkaissa käytetään jopa 10bar:n ilmanpaineita.
Suuret renkaat rakentuvat vaihe vaiheelta eri puolilla hallia ja suuret robottivaunut siirtelevät ja kääntelevät renkaita työpisteeltä toiselle automatiikan ohjaamana. Yhden renkaan runko voi painaa 300 kiloa ja siihen sitten työstetään päälle lisää lähes 1000 kiloa kumia lopullista profiilia ja kuviointia varten. Robottivaunut kulkevat hallin kulkureiteillä ohitsemme, melkoisen läheltäkin. Aristelen hieman sellaisen lähestyessä. On aika vaikea aluksi arvioida sen kulkureittiä mutkissa. Pasi rauhoittelee, ettei se päälle aja, vaan pysähtyy tarvittaessa 10 cm etäisyydellä esteestä; esimerkiksi minusta.
Tuotantoa ohjaavana kehitystapana Lean on keskeinen ja mm. arvovirtakuvaukset (value stream mapping) yksi kehittämisessä käytetty työkalu. Nokian Raskailla Renkailla on noin 300 aktiivista tuotetta, joilla jokaisella on oma tuotantoresepti. Tuotannossa ei todellakaan kulje vain yhdenlaista tuotetta läpi prosessin, vaan eri resepteillä valmistettavat erät vuorottelevat. Päivittäistä tuotantoa optimoidaan ja välivarastointeja hallitaan datan ja automatiikan avustamana. Tuotannon pullonkaulana on renkaan paistovaihe. Paistokoneen käyttöaika halutaan maksimoida sen vaikuttaessa keskeisenä kokonaistuotantomäärään.
Tuotantohalliin on viime vuosina tuotu uudenlaisia infonäyttöjä. Nyt, kun prosesseista ja vaiheista saadaan tarkkaa dataa, halutaan data näyttää myös tuotannon yhteydessä, tuotannon vieressä. Siinä, kun johto seuraa lisäksi prosessien trendejä, tuotantotiloissa tarvitaan tilannetietoa ja ohjaavaa tietoa. Jokaisen työpisteen yhteydessä on infonäyttöjä, jotka kertovat, mitä tässä pisteessä on tapahtumassa. Kanban-tyyppisesti isoilla näytöillä ovat näkyvissä tuotantoprosessien tiedot.
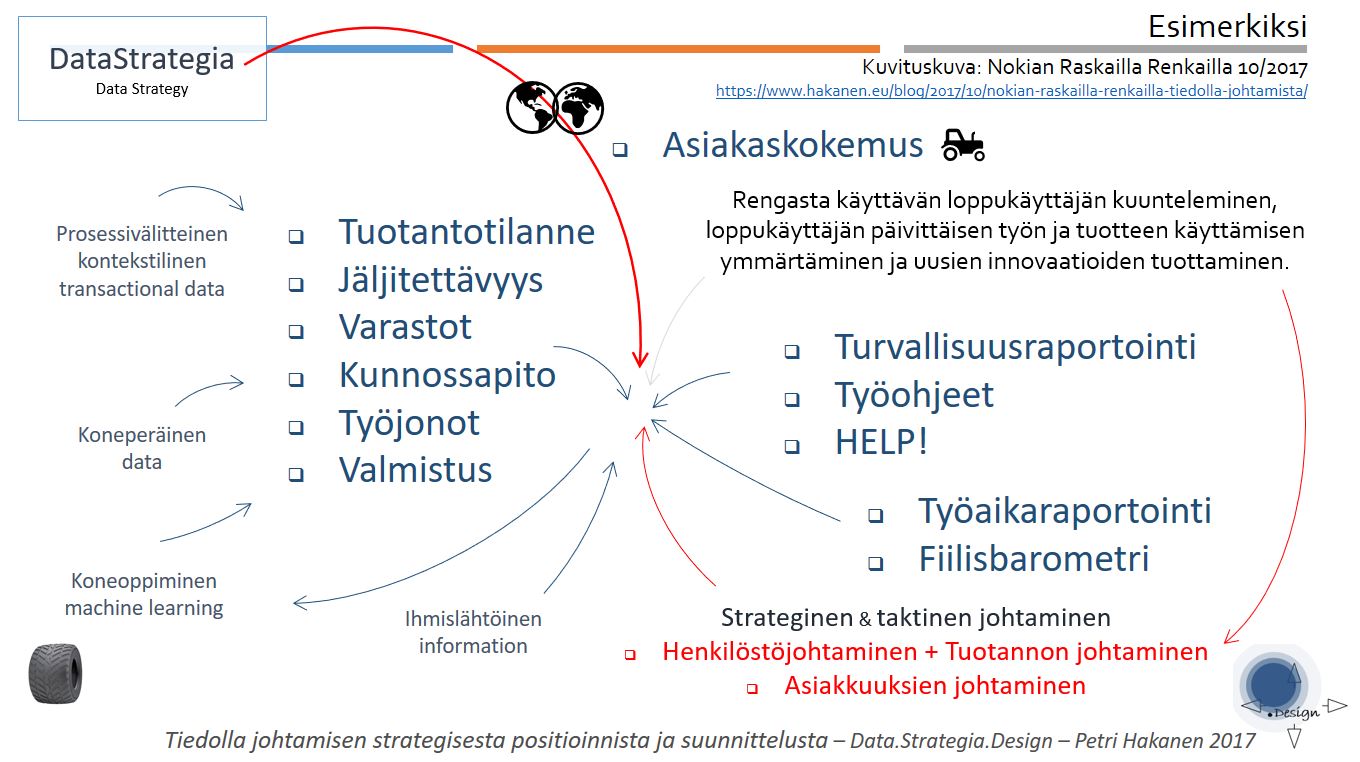
Yksi keskeisistä tuotannon operatiivisesta ja tiedolla johtamisen ratkaisuista on MES järjestelmä (manufacturing execution system) sisältäen mm. tuotantotilanteen, jäljitettävyyden ja varaston, kunnossapidon, työjonot ja valmistuksen, työohjeet, turvallisuusraportoinnin, HELP!:in, laadun, työaikaraportoinnin ja fiilisbarometrin. Työntekijällä on mahdollisuus raportoida tapahtumat riittävällä tarkkuudella. Näin tilannekuva tarkentuu entisestään.
Päivittäisen työaikaraportoinnin yhteydessä on toteutettu fiilisbarometri, joka tarjoaa lisäksi tarkemmankin mahdollisuuden kertoa prosessiin liittyen niin fiiliksestä tänään kuin ideat ja muut huomiot. Nämä päivittäiset palautteet kyetään yhdistämään haluttaessa prosesseista kertyneeseen tietoon. Ja näitä kirjauksia seurataan tarkasti.
Työohjeet ovat yksi keskeinen tuottavuuteen vaikuttavista tekijöistä. Kun oikea ohje kyetään nyt tuomaan automaattisesti ja heti tarvittaessa oikeaan kohtaan prosessia, on työn tuottavuus erityisesti uusien työntekijöiden kohdalla kyetty nostamaan hyvälle tasolle todella nopeasti.
Tuotantotilan seinällä ovat näkyvissä kehityskohteet ja niiden tila, eteneminen. Tämä on sellainen kohta, johon niin tehdaspäällikkö kuin toimitusjohtajakin pysähtyvät joka aamu tarkistamaan tilanteen.
Yksi monista tarkastelemistani tiedolla johtamisen näkökulmista on kolmijako: liikevaihdon ja tuloksen tuottava toiminta, kehittäminen ja strateginen muutos. Pasi mietti toiminnan kannalta keskeisiä kulmia heille olevan: tuottavuus, tuotantomäärät ja tuotannosta syntyvän jätteen määrä, kestävä tuotanto. Kehittämisen näkökulmasta yksi keskeinen asia on datan avulla jatkuva toiminnan laadun parantaminen.

Jokainen tuotettu rengas on yksilöllisesti merkitty ja tunnistettavissa. Tuotantovaiheesta renkaalle on jo kertynyt valtava määrä tarkkaa materiaali- ja tuotantotietoa. Jokainen työvaihe ja siinä tapahtunut on tallessa mahdollista myöhempää tarkastelua varten. Jokainen käytetty raaka-aine on jäljitettävissä. Jokaiselle renkaalle on kertynyt tuotantovaiheessa dataa kolmesta tuhannesta mittauspisteestä, yhteensä 60 tuhannesta mittauksesta.
Strategisesti mielenkiintoinen näkökulma on saada tuotannon ja tuotantodatan jälkeen lisää ja uudenlaista dataa renkaasta ja renkaan käyttöympäristöstä. Yrityksen strategiassa ovat jo nyt keskeisiä rengasta käyttävän loppukäyttäjän kuunteleminen, loppukäyttäjän päivittäisen työn ja tuotteen käyttämisen ymmärtäminen ja toki uusien innovaatioiden tuottaminen.
Mitä sitten seuraavaksi? Ensi vuonna on tulossa lisää visuaalista dataa, työvuorotasolle lisää tilannedataa ja tilannekuvaa.
Tämä puolitoistatuntinen Pasin kanssa meni todella nopeasti. On perjantai. Kello lähenee iltapäivän neljää. Ilma on jo selkiintynyt ja Nokiakin näyttäytyy hienosti kirkkaassa syysiltapäivässä. Polkaisen sen 120 km/h mittariin ja napautan vakionopeudensäätimen päälle, kotia kohti. Hieno päivä.
Olen yrittäjä-konsultti Petri Hakanen Oy:ssä ja toimin myös tietojohtamisen osaamisyhteisön TDWI Finlandin puheenjohtajana – ammattilainen tiedonhallinnan sovellusalueilla: tiedolla johtaminen, kehittämistoiminta sekä toimenpiteiden kytkeminen organisaation strategiaan ja tavoitteisiin. – Käytettävissäsi –
Operational Intelligence meets Strategic Change
Published on: Oct 29, 2017 / Petri Hakanen